



定襄对焊法兰的生产和生产采用生产和使用的技术参数和要求,可以按方法和原则使用和推广,生产和焊接采用工艺方法和原则,严格使用质量好。
定襄瑞诺法兰公司对焊法兰颈部外斜度不应大于7°。对焊法兰在生产和焊接过程中严格控制技术参数,在生产和使用中可以充分发挥其作用和价值。
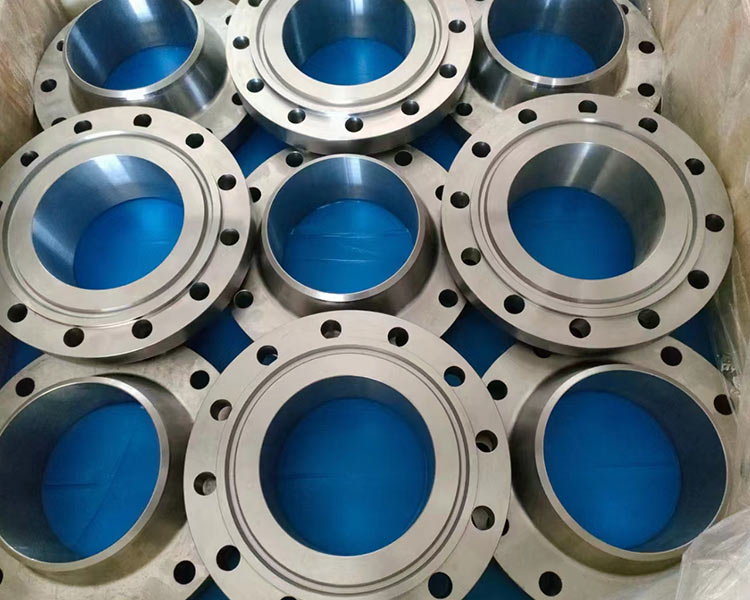
对焊法兰一般采用锻造或锻轧技术制成。当由钢板或型钢制成时,它满足以下要求:
1、对焊法兰应进行超声波探伤,不得有脱层缺陷;
2、应沿钢材的轧制方向切成条状,然后弯曲对接焊成圆环,钢材表面应形成圆环的圆柱面。钢板不得直接加工成带颈对焊法兰;
3、环的对接焊缝宜采用全熔透焊缝;
4、环的对接焊缝应进行焊后热处理,99%射线或超声波探伤,射线探伤应符合JB4730Ⅱ类要求,超声波探伤应符合JB4730 I类要求。
当定襄瑞诺法兰公司焊接不锈钢法兰管件时,它们会反复加热以分离出碳化物,从而降低了耐腐蚀性和机械性能。使用时,焊条应单调。钛钙型在150℃下应单调1小时,低氢型在200-250℃下应单调1小时(请勿重复干燥,否则涂层会开裂和掉落)以防止涂层粘性油和其他污垢会阻止焊缝中碳含量的增加,并影响焊件的质量。
为了防止由于定襄大口径对焊法兰盖的加热而导致眼睛之间的腐蚀,焊接电流不应太大,比碳钢焊条小20%。电弧不应太长,并且层间冷却应快。焊缝越窄越好。
铬不锈钢法兰管件焊接后具有更大的淬透性,美国标准法兰,并且容易发生裂纹。如果使用相同类型的铬不锈钢焊条(G202,G207)进行焊接,则必须在焊接后进行300℃以上的预热和700℃的缓冷分布。如果焊件不能通过焊后热处理进行处理,则应使用不锈钢法兰管焊条(A107,A207)。